


数字控制机床铣床调整组织
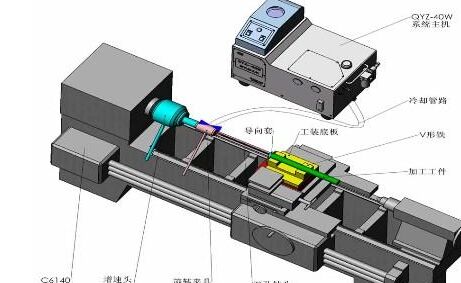
(1)作业台纵向传动丝杠空隙的调整,当铣销力的方向和进给方向一 致时.丝杠空隙过大.会使作业台发生窜动现象,将会影响铣销质 量,乃至使铣刀折断。因而空隙过大时应做调整。一般应先调整 丝杠装置的轴向空隙.然后再调整丝杠和螺母之间的空隙。
(2)作业台纵向丝杠轴向空隙的调整。纵向作业台左端丝杠轴承,调 整轴向空隙时,首要卸下手轮,然后将螺母1和刻度盘2卸下扳直止 动垫圈4,略微松开螺母3之后,即可用螺母5调整空隙。一般轴向间 隙调整到0.01 -0.03mm。调整后,先旋紧螺母3然后再反向旋紧螺母 5,其意图是为防止螺母3旋紧后,会把螺母5向内压紧。
(3)作业台导轨空隙的调整,作业台纵、横、笔直三个方向的运动部 件及导轨之间应有适宜的空隙。空隙过小时,移动吃力,动作不灵敏;空隙过大时,作业不平稳,发生振荡,铣销时乃至会使作业台 上下跳动和左右摇晃,影响加工质量,严峻时还会使铣刀甭碎。因而在强力铣销或铣销精度要求比较高的工件之前,应进行作业台导轨空隙的调整。
 河北省任丘城南工业区
河北省任丘城南工业区  张经理
张经理 19903172283
19903172283
 首页
首页 案例
案例 电话
电话 菜单
菜单